
增材製造(3D打印)用金屬粉(fěn)末評價指標_金屬3D打印粉
點擊量:941 發布時間:2016-12-21 作者:草莓视频ios(上海)增材製造技術有限公司
增材製(zhì)造(3D打(dǎ)印)用金屬粉末評價指標
增(zēng)材製(zhì)造(3D打印)作為一種新(xīn)興的新一代先進製(zhì)造技術,近年來發展迅速。然而,對於工業級金屬3D打印領(lǐng)域,粉末耗材仍是製(zhì)約該技術規模化應用的重要因素之一(yī)。目前,國內尚未製訂出金屬3D打印用材料標準、工藝規範、零件性能標準等行(háng)業標準或國標。業內(nèi)對於金屬粉末的評價指(zhǐ)標主要有化學成分、粒度分布、粉末的球形度、流動性、鬆裝密度等。其中,化學成分、粒(lì)度分布是金屬3D打印領域用於評價金屬粉末質量的常用(yòng)指標,球形度、流動性、鬆裝(zhuāng)密度可作為評價質量的參考指標。
1、化學成分
金屬粉末中各元素實際所占的質量百分比(wt.%)。
表1 316L不鏽鋼成分

以(yǐ)上表為例,在該合(hé)金中Ni元素的檢測數據為13.02,表示Ni元(yuán)素在該合金所占的質量百分比(bǐ)為13.02%,其它元素質量百分比可以此類推(tuī)。目前,金屬化學成分檢測應用最(zuì)廣(guǎng)的方法是化學分析法(fǎ)和光譜分析法。化學分析法是利用化學反應來確定金屬的組成成分,可以實(shí)現金屬化學成分的定性分析和定量分析。光譜分析法是利用金屬中各種元素在高(gāo)溫(wēn)、高能量的激發下產生的自己特(tè)有的特征光譜來確定金屬的化學成分及大致含量,一般用於金屬化學成分的(de)定性分析(xī)。以上兩種方法(fǎ)都要(yào)使用專業的檢測設備,由專業的檢測(cè)機構專業的人員完成。
大部分鑄態、鍛造的金屬的化學成分都有相應的行業標準或(huò)國標,以評價該金屬的化學成分指(zhǐ)標(biāo)是否合格。然而,用於金屬3D打印的粉(fěn)末技術新(xīn)穎,業內尚無相應的行業標準或國標,業內通常認可的評價方法是沿(yán)用該金屬粉末對應的鑄態標(biāo)準,或在該標準的基礎上雙方協商(shāng)放(fàng)寬指標要求。
對於金屬3D打印而言,因為打印過程中金屬重(chóng)熔後,元素以液體形態存在,或者可能存在易揮發元素的揮發損失,且粉末的形態存在衛星球、空心粉等問題,因此有可(kě)能在局部生成氣孔(kǒng)缺陷,或者造成打印後的零部件的成(chéng)分異於原始粉末或者(zhě)母(mǔ)合金的成分,從而影響到工件(jiàn)的致密性及其力學性能。因此,對不同體係的金屬粉末,氧含(hán)量均為一項(xiàng)重要指標,以鈦合(hé)金為例,業(yè)內對該指標的一般(bān)要求在1300~1500ppm,亦即氧元素在金屬中所占的質量百分比在0.13~0.15%之間。由於目前用於金屬3D打印的粉末製備技術主要以霧化法為主(包括(kuò)超音速真空氣體霧(wù)化和旋轉電極(jí)霧化(huà)等技術),粉末存在大的比(bǐ)表麵積,容易產生氧化。因此粉末製備過程中(zhōng)要對氣氛進行嚴格控製。在航空航天等特殊應用領(lǐng)域,客戶對此指(zhǐ)標的要求更為嚴格。部分客戶也(yě)要求控製氮含量指標,一般要求在500ppm以下(xià),也即氮元素在金屬中所占的質量百分比在0.05%以(yǐ)下。
2、粒度分布:
不同尺(chǐ)寸的金屬(shǔ)粉末顆粒的在一定尺寸區間內所占的體積百分比的統計數據,一般情況下製備的粉(fěn)末粒度分布呈正態分布。
以 上(shàng)圖為例,金屬粉末顆粒粒度分布結果中,d(10)=20.38μm,代表尺寸小(xiǎo)於20.38μm的粉末體積所占比例不低於10%。同理可知,d(50)= 30.44μm,d(90)= 42.09μm,說明在該粉末中,尺寸小於42.09μm的(de)粉末比例不低於50%,小於42.09μm的粉末比例(lì)不低於90%。
GBT 1480-2012 《金屬粉末 幹篩分法測定粒度》適用於大於45微米的粉末顆粒,已不(bú)太能滿足金屬粉末粒度測試要求,目前粒度分析大多通過激光粒度分析儀(適(shì)用於0.1微米到2毫米的粒度分布)分析,市麵上有馬爾文(wén)激光粒度儀,百特激光粒度儀,崛場激(jī)光粒度(dù)儀等,測試前需用類似粒度的標樣驗(yàn)證適用性(xìng)。目前金屬3D打(dǎ)印常用的粉末的粒度範(fàn)圍是15~53μm(細粉),53~105μm(粗粉),部(bù)分場合下(xià)可放寬至105~150μm(粗粉),分別對應的顆(kē)粒目數範圍為:270~800目(細粉),140~270目(粗粉),100~270目(粗粉)。此粒度範圍是根據不同能量源的金屬打印機劃分的,以激(jī)光作(zuò)為能量源的打印機,因其聚焦光斑精細,較易熔化(huà)細(xì)粉,適(shì)合使用15~53μm的粉(fěn)末作為耗材(cái),粉末(mò)補給方式為逐層鋪粉;以(yǐ)等離子(zǐ)束作為能量(liàng)源的打印機,聚焦光斑略粗,更適(shì)於熔(róng)化粗粉,適合使用53~105μm為主,部分場合(hé)下105~150μm的粉末作為耗材,粉(fěn)末補給方式為同軸(zhóu)送粉(fěn)。
3、球形度、鬆裝密度、流動性等參考指標

球形度也就是金屬粉(fěn)末顆粒接近球體的程度,一般通過掃描電子顯微鏡(SEM)定性分析,也有人(rén)定義為在一定區域內球形粉末麵積占總麵積(jī)的比(bǐ)率。上圖為不同金屬粉末的SEM形態照片(piàn),可以看出,左圖粉末顆(kē)粒的球形度要優於(yú)右圖(tú)粉末。一般(bān)而言,球形度佳,粉末顆(kē)粒的流(liú)動性也比較好(hǎo),在金屬3D打印時鋪粉及(jí)送粉更容易進行控製,更易(yì)獲得更高打印(yìn)質量的零部件(jiàn)。一般來說,等離子旋轉(zhuǎn)電極霧化技術製(zhì)備(bèi)的(de)粉末球形度(dù)比真空氣霧(wù)化技術製備的粉(fěn)末要好,但在製備合金粉末綜(zōng)合性能方(fāng)麵各有優勢。
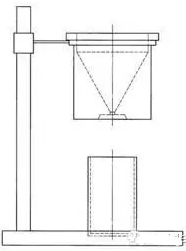
圖4 霍爾流速計裝置
流動性是(shì)指以(yǐ)一定量金屬粉末顆(kē)粒流(liú)過規定孔徑的(de)量具所需要的時間,測試方法參考GB/T 1482-2010或ISO 4490:2001《金屬粉末 流動性的測定 標準漏鬥法(霍爾流速計(jì))》,通常采用的單位(wèi)為s/50g,可以通過(guò)霍爾流速計測量,數值愈小說明該粉末的流動性愈好。流動性也可以用休(xiū)止角(jiǎo)表征,休止角指在重力場中,顆粒在金屬粉末堆積(jī)層的自由斜麵上滑動時(shí)所受重力和粒子之(zhī)間摩擦力達到平衡而處(chù)於靜止(zhǐ)狀態下測得的(de)最大角。這是一(yī)種檢驗金屬粉末流動性的簡易方法,休止(zhǐ)角越小,摩(mó)擦力越小,流動(dòng)性(xìng)越好,越有利於鋪粉及送粉的進行。
鬆裝密度是直接(jiē)鋪粉得到的金屬(shǔ)粉末在一定體積內的質量,可以通過漏鬥法測量,參考GB/T 1479-2011 《金屬粉末 鬆裝密度(dù)的測定》。鬆(sōng)裝密度僅作(zuò)為參考指標(biāo),表征粉末在補給過程中(zhōng)堆垛密實程度,其對於金屬打印最終產品的密度影響尚無確論。
上一篇(piān):我國增材製造(3D 打印)金屬粉體的製備技術發展現狀_金屬3D打印粉

