
製備3D打印金屬粉末,有哪些方法?
點擊量:898 發布時間:2017-02-15 作者(zhě):草莓视频ios(上海)增材製造技(jì)術有限公司
金屬3D打印機火了(le)之後,金屬3D打印粉(fěn)末(mò)材料也跟(gēn)著開始火了。南極熊曾報道,市場研究公司(sī)IDTechEx公布2016年3D打印金屬粉末市場達到(dào)了2.5億美(měi)金,高於預測。而(ér)3D打印金屬粉末市場將保持高增長的態勢(shì),到2025年達(dá)到50億美金的市(shì)場規模,年(nián)複合增長率39.5%。
接下來(lái)南極熊(xióng)就為大家主要介紹一下,目前國內外3D打印金屬粉末的製備工藝——氣霧化技術的(de)最新進展,並對(duì)3D打印金屬粉末製備技術的(de)現狀進(jìn)行分析,提(tí)出一些意見。
在南極熊發布(bù)的《中國3D打印格局》中也對金(jīn)屬粉末(mò)材料部分廠商進(jìn)行了梳理,並且南極熊之前剛剛報道了3D打印金屬粉末技術的最新成果:美國實驗室造出更優質3D打印金屬粉末:表麵(miàn)光滑,一致性(xìng)好(hǎo)
3D打(dǎ)印(yìn)技術是一種新型的打印(yìn)技術,其突出優點在於無需機械加工或任(rèn)何(hé)模具,就能直接從計(jì)算機圖形數據中生成任何形狀的零件,從而極大地縮短產品的研(yán)製周期,提(tí)高生產率(lǜ)和降低生產成本。3D打印金(jīn)屬粉末(mò)作為金屬零件3D打印最重要的原材料,其製備方法備受人們(men)關注 ,3D打印金屬粉(fěn)末作為金(jīn)屬零件3D打印產業鏈 最重要的一環,也是最大的價(jià)值所在。
在“2013年世界3D打(dǎ)印技術產業大會”上,世界(jiè)3D打印行業的權威專家對3D打印金屬粉(fěn)末(mò)給予明確定義,即指尺寸小於1mm的金屬顆粒(lì)群。包括單一金屬粉末、合金粉末以及具有(yǒu)金屬性質的某些難(nán)熔化(huà)合物粉末。目前,3D打印金屬粉(fěn)末材料包括鈷鉻合金、不鏽鋼、工(gōng)業鋼、青銅合金、鈦合金和鎳(niè)鋁合金等。但是3D打印金屬粉末除需具備良好的可塑性外(wài),還必須滿足粉末粒徑細小、粒度分布較窄、球形度高、流動性好和鬆裝密度高(gāo)等要求。 為了進一(yī)步證明3D打印金屬粉末對產品的影響。
采(cǎi)用選擇性激光燒結法(fǎ)(SLS法)打印兩種(zhǒng)不同的不鏽鋼粉末,發現製備出(chū)的產品(pǐn)存在明顯差異。德國某廠家的不鏽鋼粉末打印樣品表麵光澤、收縮率小、不易變形、力學性能穩定。而國內某廠家的不鏽鋼(gāng)粉末的打印樣品(pǐn)則遠遠不及前者。為此,對兩種不(bú)同的不鏽鋼粉末進行的微觀形貌分析。
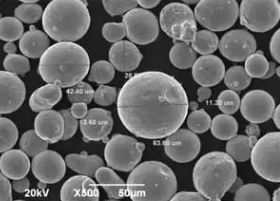
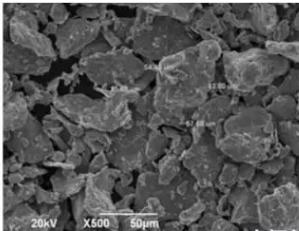
圖1為德國某廠家不鏽鋼粉末的微觀結(jié)構,從圖中我們可以看出,粉(fěn)末顆粒(lì)球形度好,顆粒尺寸分布在11.2~63.6μm範圍內。圖2為國內某廠家的不鏽鋼粉末的微(wēi)觀結(jié)構,可(kě)以看出,其顆粒為不規則塊狀,尺寸較小。 通過上述研究表明,3D打(dǎ)印(yìn)耗材金屬粉末需滿足粒徑細小、粒度分布窄、球(qiú)形度高、流動性好和鬆裝密度(dù)高。因此,為了得到所需優異性能的3D打印產品,必須尋求一種高(gāo)效的金屬粉末製備方法。
2.金屬粉末的(de)製備工(gōng)藝
目前,粉末製備方法按照製備工藝主要可分為:還原法、電解法、羰基分解法、研磨法(fǎ)、霧化法等。
其中(zhōng),以還原(yuán)法、電(diàn)解法和霧化法生產的粉末作為原料(liào)應用到粉末冶金工業的較(jiào)為普遍。但電解法和還原法僅限於單(dān)質金屬粉末的生產,而對於合(hé)金粉末這些方法均不適用。霧化法可以進(jìn)行合金粉末的生產,同時現代(dài)霧化工(gōng)藝對粉(fěn)末的形狀也能夠做出控製,不(bú)斷發展的(de)霧化腔結構大(dà)幅提高了霧化效率,這使得霧化法逐漸發展成為主要的粉末生產方法。霧化法滿足3D打印耗材金屬(shǔ)粉末的特殊要求(qiú)。 霧化法是指通(tōng)過機械的方法使金屬熔液粉碎成尺寸(cùn)小於150μm左右的顆粒的方法。

按照粉碎金屬熔液的方式可以分為(wéi)霧化法(fǎ)包括二流霧化法(fǎ)、離心(xīn)霧化、超聲霧化、真空霧化等。這些霧化(huà)方法具有各(gè)自特點,且都已成功應用於工業生(shēng)產。其中水氣霧(wù)化法具有(yǒu)生產設備及工(gōng)藝(yì)簡(jiǎn)單、能(néng)耗低、批(pī)量大等(děng)優點,己成為金屬粉末的主要工業化生產方法。
2.1水霧化法
在霧化製粉生產中,水霧化法是廉價的生產方(fāng)法之一。因為霧化介質水不但成本低廉容(róng)易獲取,而(ér)且在霧(wù)化效率方而表現出色(sè)。目前,國內水霧化(huà)法主 要用來生產鋼鐵粉末、金剛石工(gōng)具用胎體粉末、含油軸承用預合金粉(fěn)末、硬麵技術用粉末以及鐵基、鎳基磁性粉末(mò)等(děng)。然而由於水的比熱容遠大於(yú)氣體,所以在霧化過程中,被破碎的金屬熔(róng)滴(dī)由於凝固(gù)過快而變成不規則狀,使粉末的球形度受到影響。
另外一些具有高活性的金屬或(huò)者合金,與水接觸會發生反應,同時由(yóu)於霧化(huà)過程中與水的接觸,會提高粉(fěn)末的(de)氧含量。這些(xiē)問題限製了水霧化法在製備球形度高、氧含量低的(de)金屬(shǔ)粉末的應(yīng)用。但是,金川集團股(gǔ)份有限公司發明了一種(zhǒng)水霧化製備球形(xíng)金屬粉末的方法,其(qí)采用在水霧(wù)化噴(pēn)嘴下方處再設置一個二次冷水霧化噴嘴,進行二次霧化。該發明得到的粉末(mò)不(bú)僅球形度(dù)接近氣(qì)霧化效果,而且粉末粒度比一次水霧化更細。
2.2氣霧化法
氣(qì)霧化法是生產金屬及合金粉末的主(zhǔ)要方法之 一(yī)。氣(qì)霧化的基本(běn)原理是用高速氣流將液態金(jīn)屬流破碎成小液滴並凝固成(chéng)粉末的過程。由於(yú)其製備的粉末具有純度高(gāo)、氧含量低、粉末粒度可控、生產成本低以及球形度(dù)高等優點,已成為高性能及特種合金粉末製備技術的主要發展方向(xiàng)。但是,氣霧化法(fǎ)也(yě)存在不(bú)足(zú),高壓氣流(liú)的能量遠小於高壓水流的能量,所以(yǐ)氣霧化對(duì)金屬熔體的破(pò)碎效率低於水(shuǐ)霧化,這使得氣霧化粉末的霧化效率較低,從而增加了霧化粉末的製備成本。
目前,具有代表性的(de)幾種氣霧化製粉技術氣霧化如下:

2.2.1層流(liú)霧化技術
層流霧化技術(shù)是由德國Nanoval公司等提出,該技術對常規噴嘴(zuǐ)進行了重大改進。圖3為(wéi)層(céng)流霧化噴嘴結構圖。改進後的霧化噴嘴霧化效(xiào)率高,粉末粒度分布窄,冷卻速度達106~107K/s。在2.0MPa的霧化壓力下,以Ar或N2為介質霧化銅、鋁、316L不鏽(xiù)鋼等,粉末平均粒度達到10μm。該工藝的另一(yī)個優點是氣體消耗量低,經(jīng)濟效益顯著(zhe),並且適用於大多數金屬粉末的生產。缺點是技術控製難度大,霧(wù)化過程不穩定,產量小(金屬質(zhì)量流率小於(yú)1kg/min),不利於工業化生產(chǎn)。Nanoval公司(sī)正致力於這些問(wèn)題(tí)的(de)解決(jué)。
2.2.2超聲緊耦合霧化(huà)技術(shù)
超聲緊耦合霧化技術是(shì)由英國PSI公司提出。該技術對緊耦合環縫式噴嘴進(jìn)行結構優化,使氣流(liú)的出口速度超(chāo)過聲速,並且增加金屬的質量(liàng)流率。圖 4為典型的緊藕(ǒu)合霧化噴嘴結構圖-Unal霧化噴嘴(zuǐ)。 在霧化高(gāo)表麵能的金(jīn)屬(shǔ)如不鏽鋼時,粉末平均(jun1)粒度(dù)可達20μm左右(yòu),粉末的標準偏差最低(dī)可(kě)以降至1.5μm。
該技術的另一大優點是大大提(tí)高了粉末的冷卻速度,可以生產快冷(lěng)或非晶結的粉末。從當前的(de)發展來看,該(gāi)項技術設備代表了緊耦合霧化技術的新的發展方向,且具有工業實用意(yì)義,可以廣泛應用於微細不鏽鋼、鐵合金(jīn)、鎳合金、銅合金、磁(cí)性材料、儲氫材料等合金粉末的生產。
2.2.3熱氣體霧化法
近年來,英國的PSI公司(sī)和美國的HJF公司分別對熱氣體霧化的作用及機理進行了大量的(de)研究。 HJF公(gōng)司在1.72MPa壓力下(xià),將氣體(tǐ)加熱至200~400℃ 霧化銀合金和金合金(jīn),得出粉末的(de)平均粒徑和標準偏(piān)差均(jun1)隨溫度升高而降低。與傳統的霧化技術(shù)相比,熱氣體霧化技術(shù)可以提高霧化效率(lǜ),降低氣(qì)體消耗量,易於在傳統的霧化設備上實現該工藝,是一項(xiàng)具有應用(yòng)前景的技術。但是,熱氣體霧化技術受到氣體加熱係統和(hé)噴嘴的限製,僅有少數幾家研(yán)究機構進行研究。
2.3國內3D打(dǎ)印金屬粉末的(de)霧化工藝
目前,我國河南黃河旋風股份有限公司已經開始進入3D打印金屬(shǔ)粉末研發。其(qí)所用的粉末製備工藝如真空霧化製粉、超高壓水(shuǐ)霧化製(zhì)粉(fěn)、惰性氣體緊耦合霧(wù)化製粉技術(shù)。下麵著重介紹前兩種霧化技(jì)術。
2.3.1真空霧化(huà)製粉
真空霧化製粉是(shì)指在真空條件下熔煉金屬或金屬合金,在氣體保護的條件下,高(gāo)壓氣流將金屬(shǔ)液體霧化破碎成大量細小(xiǎo)的液滴,液滴在飛(fēi)行中凝(níng)固(gù)成球形或(huò)是亞球形顆粒。真空霧(wù)化(huà)製粉可以製備大多數不能采用在空(kōng)氣中和水霧化方法製造的(de)金屬及其合金粉末,可得到球形或亞球形粉末。由於凝固快克服(fú)了偏析現象,可以製取許多特殊合金粉末。采用合適的工藝,可以使粉末粒度達到一個要求的範圍。
2.3.2超高壓(yā)霧化法
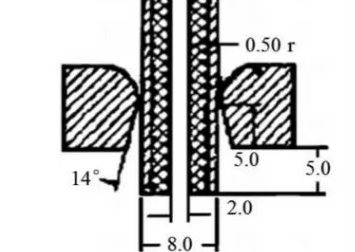
超高壓霧化法是采用超高壓霧化噴嘴(zuǐ)製備金屬(shǔ) 粉末的一種(zhǒng)方法。圖5(a)為高(gāo)壓霧化噴嘴,圖5(b)為超高壓霧化噴嘴。超高壓霧化噴(pēn)嘴的特點是可以在較低的氣壓下產(chǎn)生更高的超音速氣流和均勻的(de)氣體(tǐ)速度場,從而更加有效抑製有害激波的產生,明(míng)顯(xiǎn)增加氣體(tǐ)的動能(néng),使霧化效率更(gèng)高。該噴嘴在較低的氣壓(yā)下產生與高壓霧化噴嘴相同的霧化效果,而且氣(qì)流速度更加穩定和均勻。同時,製得的粉末粒(lì)徑小(xiǎo)、分(fèn)布窄。
我國3D打印金(jīn)屬粉末現狀
近年(nián)來,我國積(jī)極探索3D打印金屬粉末製備技術,初步取得成效。自(zì)20世紀90年代初以來(lái),清華大學、西(xī)安交通大學、華(huá)中科技大(dà)學、華南理工大學、北京航空航天(tiān)大學、西北工業大(dà)學(xué)等高(gāo)校,在3D打印材料技術方麵,開展了積極的探索,已有部分技術處(chù)於世界先進水(shuǐ)平。
同時,除了高校,中(zhōng)國出現了一批金屬(shǔ)3D打印粉末材料的生產企業(yè),例如北京中航邁特、無錫飛(fēi)爾康、西安賽隆、廣州納聯、河南黃河旋風等,影響(xiǎng)著中國的金屬3D打印事業。
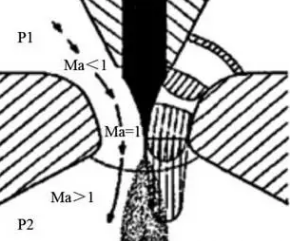
同時,在(zài)常規的金(jīn)屬粉末霧化噴嘴中(zhōng),金屬粉末的形成是靠(kào)氣流對金屬液流的(de)擾動和衝擊使其破碎成粉末,由於氣流的擾動具有統計特征,粉末的粒度分布較寬,同時在所有的霧化技術中,不管噴嘴(zuǐ)的結構如何,氣(qì)流在作用於液流前(qián)的飛行中不斷膨脹,速(sù)度減小,導(dǎo)致霧化氣體能量損失較大,影響了霧化效率。因此,這為3D打印(yìn)技(jì)術帶來挑戰的(de)同時,也帶來了商機。3D打(dǎ)印技術作為“增材製造”的主要實現形式,節約成本、減少(shǎo)燃料消耗,必將成為最(zuì)具潛力發展的產業。
根據獨立市場(chǎng)研究公司MarketsandMarkets在2015年年底(dǐ)發表的報告,全(quán)球金屬粉末供應的5大公司分別(bié)是Sandvik,Carpenter,GKN,Arcam,LPW Technology。3D打印(yìn)粉末市場預計在未來幾年會顯著增長,其中,金屬粉末被(bèi)報道是(shì)目前3D打印粉末中最主要的。Carpenter目前作為全球3D打印粉末市場中最強大的公司之一,並且肯定(dìng)是美國的領先公司。根據報告(gào),北美是目前(qián)市(shì)場上最主要的地區,預計在未來幾年將繼續保持領先地位。

